Parts
No parts specified.
-
-
Before you can get started with the Sub Spindle alignment you must be sure the machine is level. If the machine is not level it's bed can become twisted and this can move the machine centers out of alignment. This can make the Sub Spindle appear to be out of alignment. Use the below link to level the machine.
-
Link to level the machine: TRAK TC820si & TRAK TC820LTYsi - Leveling
-
-
-
Before getting started first verify that the Sub Spindle needs to be realigned.
-
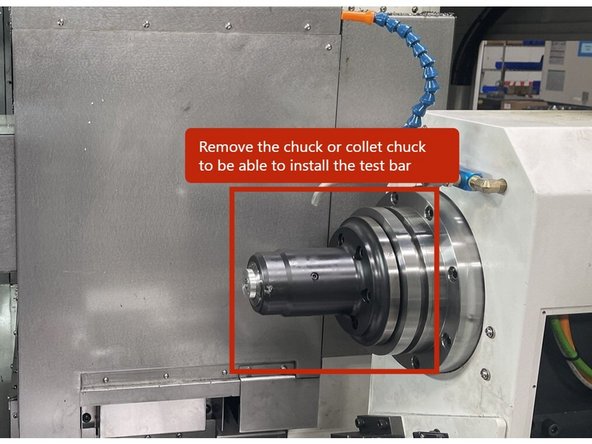
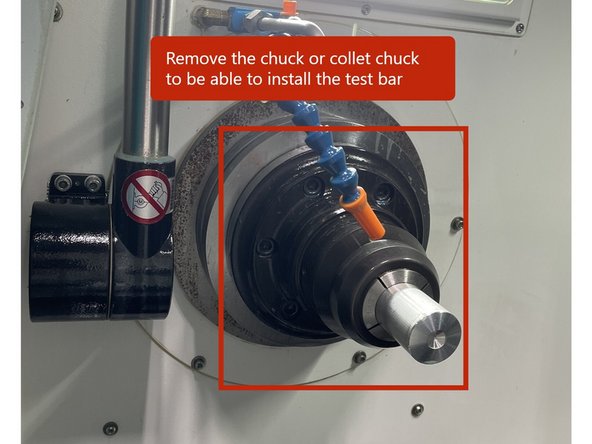
To check the alignment of the Sub Spindle you first need to remove the chuck or collet chuck from the Sub Spindle. Then once removed close the Hydraulic Chuck. The test bar must not be up against the threaded Draw Tube of the Hydraulic Chuck assembly. It must be against the spindle face.
-
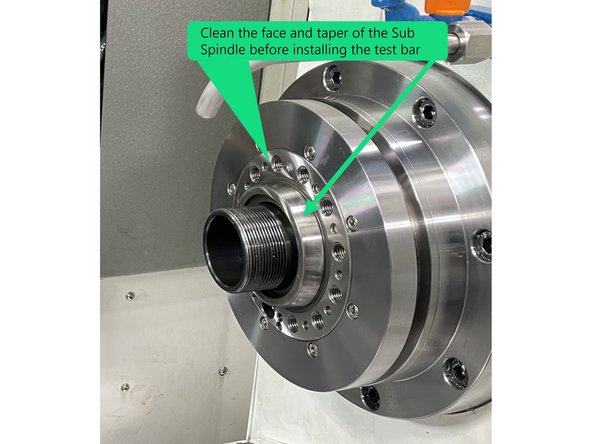
Clean the face and taper of the Sub Spindle to remove any grease, coolant or anything else. Check for knicks or dings and remove using a fine stone 1000 or 1500 grit. Then wipe clean with a soft cloth to remove anything that may remain.
-
Clean your test bar and check it for any knicks or dings and stone if needed. Use a 1000 or 1500 grit stone. Wipe clean before installing onto the Sub Spindle face.
-
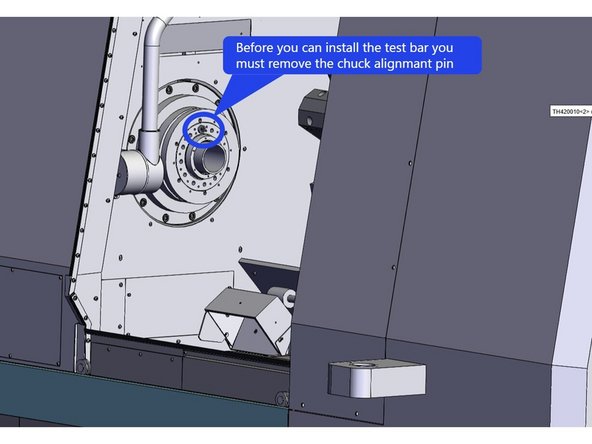
Before you can install the test bar you will need to remove the alignment pin in the sub spindle face.
-
Install the test bar to the Sub Spindle and snug the mounting screws.
-
-
-
Install a dial indicator to the turret and move the Z1 axis so that the indicator can measure the test bar closest to the Z2 spindle face. Set up the indicator to measure the spindle runout.
-
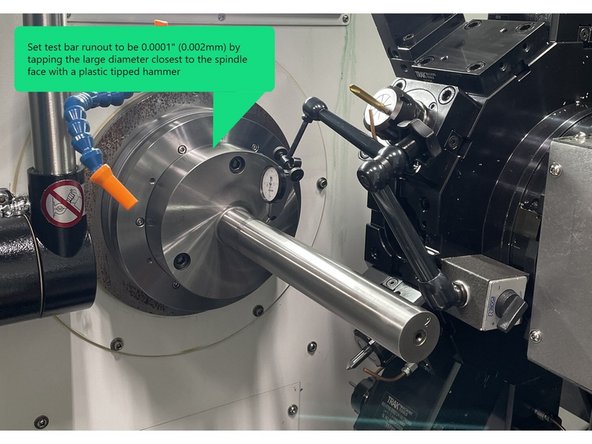
To align the test bar, use a plastic tipped hammer while rotating the sub spindle and tap the test bar to the desired runout of 0.0001" (0.002mm) or better. Torque the test bar mounting screws to 86 in-lbs (100 kgf.cm) and then again to 177in-lbs (200 kgf.cm) . Check runout to verify it didn't change when torqued.
-
-
-
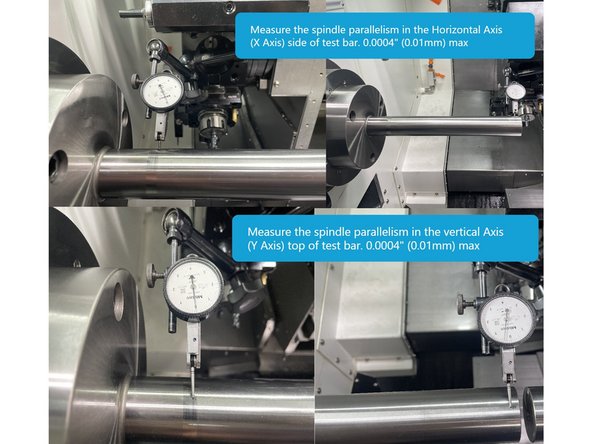
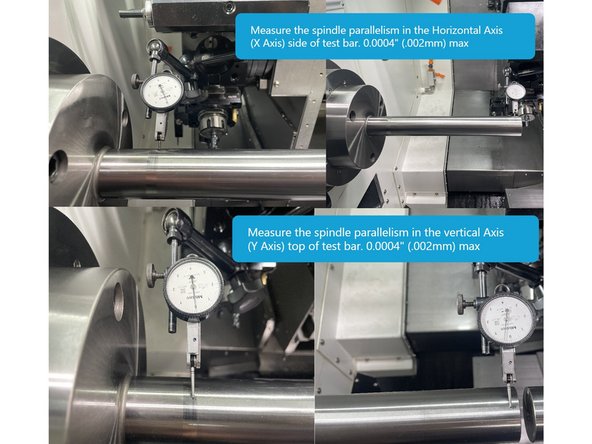
Set the indicator to measure the horizontal accuracy (side of test bar). Zero the indicator closest to the sub spindle face and move the Z1 Axis (turret) towards the end of the bar to measure the horizontal accuracy. This should measure no more than 0.0004" (0.01mm).
-
Next set up the indicator to measure the vertical accuracy (top of test bar) and make the same measurement as above. It should not measure any more than 0.0004" (0.01mm). See Photo
-
If either of the above measurements are above 0.0004" (0.01mm) the Sub Spindle needs to be adjusted. The following steps will show you how to adjust the the Sub Spindle alignment.
-
If the sub spindle vertical accuracy needs adjustment there a few more covers that need to be removed, those covers are number 1 thru 8 in photos 2 and 3.
-
-
-
To do the alignment of the TC820LTY-S Sub Spindle a few covers need to be removed. The next few points in this step will show which covers need to be taken off.
-
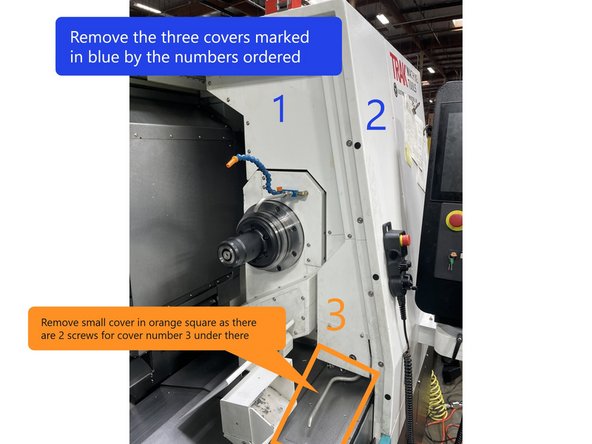
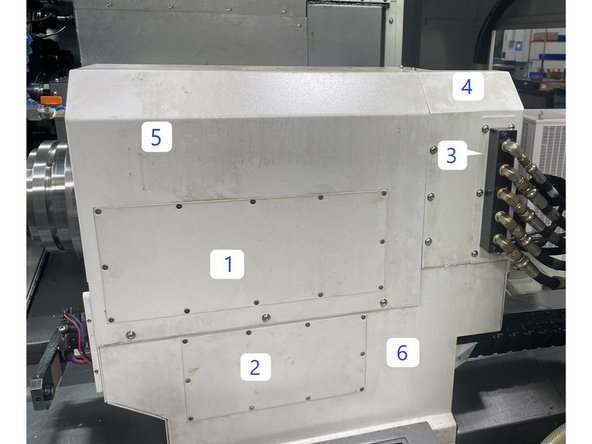
First remove the 2 right side covers as shown in Photo 1.
-
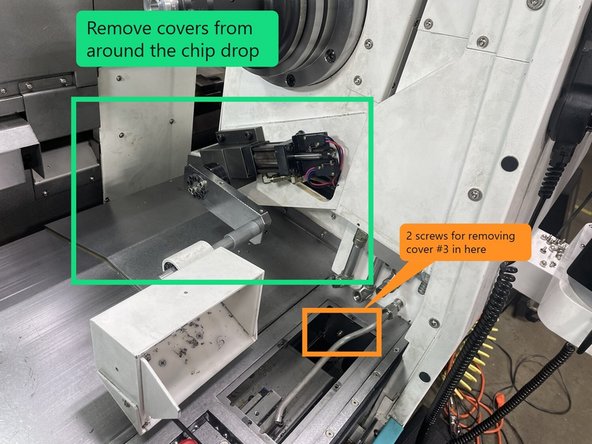
Next remove the Covers from around the Z2 Spindle assembly and from the front of the machine. Shown in Photo 2.
-
Remove the small stainless steel rectangular cover indicated by orange in photo 2 as there are 2 screws that mount cover 3 in there.
-
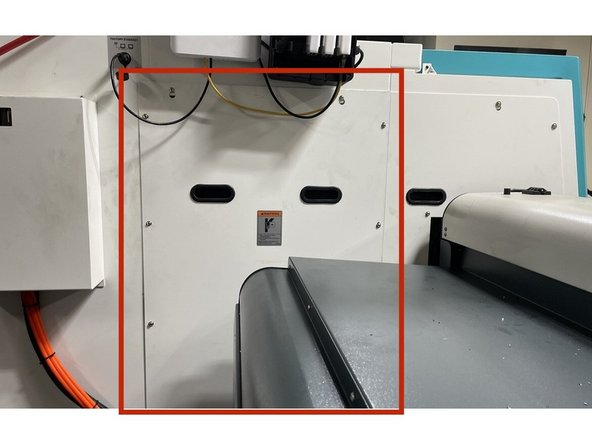
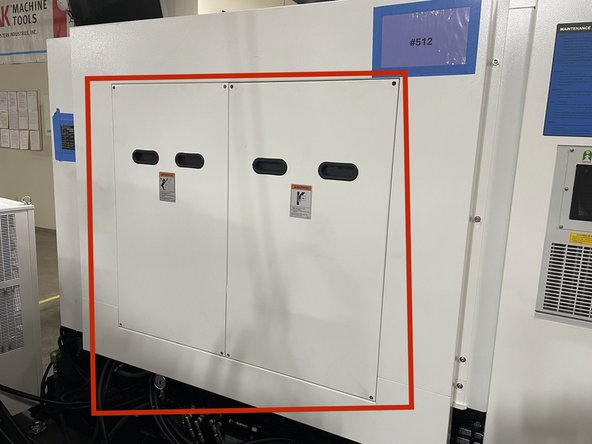
Remove the covers from around the part catch tray assembly as shown in Photo 3.
-
-
-
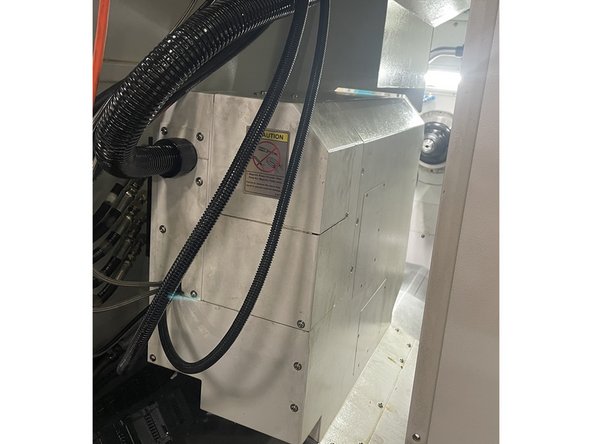
Remove the covers marked in red in photo 1 on each side of the Z2 Spindle assembly.
-
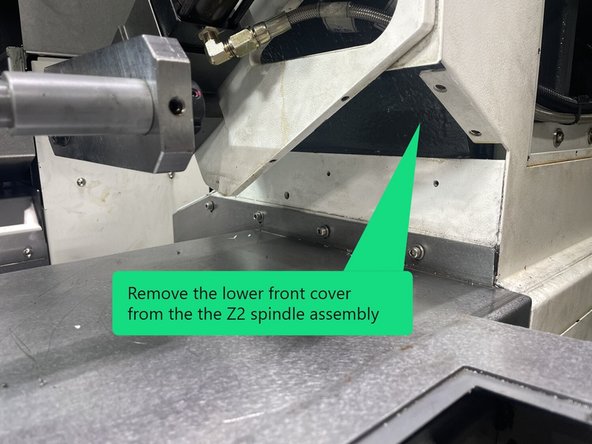
Remove the lower front cover of the Z2 Spindle assembly as shown in photo 2.
-
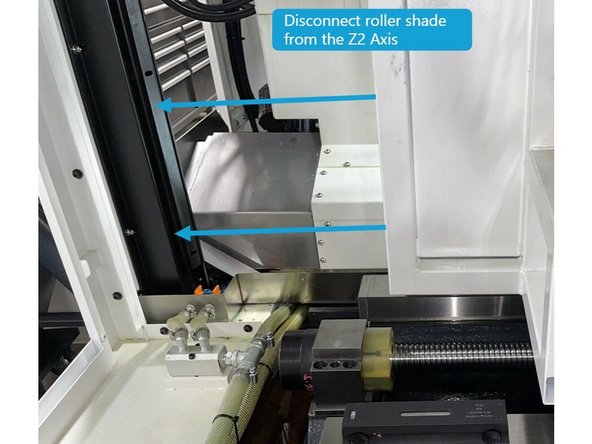
Disconnect the roller shade from the Z1 Axis as shown in Photo 3.
-
-
-
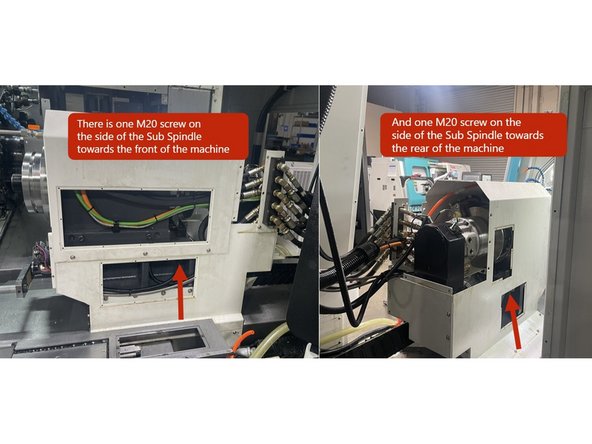
To adjust the Sub Spindle you need to loosen the (4) M20 screws attaching the spindle to the main casting. To do this you will need a long 1/2 drive ratchet and a stubby 17mm hex driver socket. Loosen the screws and then retorque to 60 in-lbs (70 kgf.mm). See Photos below for screw locations.
-
-
-
Before aligning the Sub Spindle set up a test bar on the main Spindle to see if the Spindle centerlines are in alignment. The next few steps will cover the Main spindle and sub spindle centerline alignment and adjustments.
-
To install the test bar to the Main Spindle you first need to remove the chuck or collet chuck.
-
Before you can install the test bar you will need to remove the alignment pin in the spindle face. See Photo.
-
Next you need to clean the spindle face and taper and check for any debris or coolant that may be stuck there. Then check for any knicks or dings and remove with a fine stone (1000 or 1500 grit). Do the same to the test bar mounting surfaces, then wipe the spindle face and test bar clean with a soft cloth and install the test bar.
-
-
-
Install a dial indicator to the turret and move the Z1 axis so that the indicator can measure the test bar closest to the Main Spindle face. Set up the indicator to measure the spindle runout.
-
To align the test bar, use a plastic tipped hammer while rotating the Main Spindle and tap the test bar to the desired runout of 0.0001" (0.002mm) or better. Torque the test bar mounting screws to 86 in-lbs (100 kgf.cm) and then again to 177in-lbs (200 kgf.cm) . Check runout to verify it didn't change when torqued.
-
Next check the alignment of the Main Spindle. Set the indicator to measure the horizontal accuracy (side of test bar). Zero the indicator closest to the spindle face and move the Z1 Axis (turret) to the end of the bar. This should measure no more than 0.0004" (0.01mm).
-
Next set up the indicator to measure the top of the Test Bar and make the same measurement as above. It should not measure any more than 0.0004" (0.01mm). See Photo
-
The free end of the Main Spindle Alignment Bar when measuring the vertical accuracy must be higher than the mounting end.
-
If the Main Spindle accuracy is out of spec go back and realign it with TC820LTY-S Main Spindle Alignment Dozuki before aligning the Sub Spindle to it. Use the link below for Main Spindle alignment
-
-
-
-
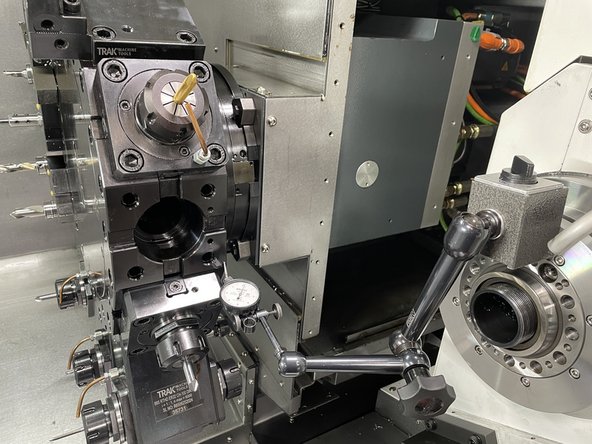
To set up to measure the Main and sub spindle Horizontal and vertical accuracy, move the test bar in the sub spindle to about 0.500" from the test bar in the main spindle.
-
Set up the indicator to measure the Horizontal Accuracy (side of the test bar). Start at "A" and zero the indictor, move across the points "B", "D", and "C", the total error should be no greater than 0.0006" (0.015mm).
-
Now set up the indicator to measure the Vertical Accuracy (top of the test bar). Start at "A" and zero the indictor, move across the points "B", "D", and "C", again the total error should be no greater than 0.0006" (0.015mm).
-
If the Sub spindle out of spec, and the Main spindle is in spec, zero the indicator at point "A" on the main spindle test bar, and adjust the Sub Spindle points "C" and "D" to be within 0.0006" (0.01mm) or less of point "A" of the Main Spindle.
-
The next step covers how to adjust the Sub Spindle Horizontal accuracy.
-
-
-
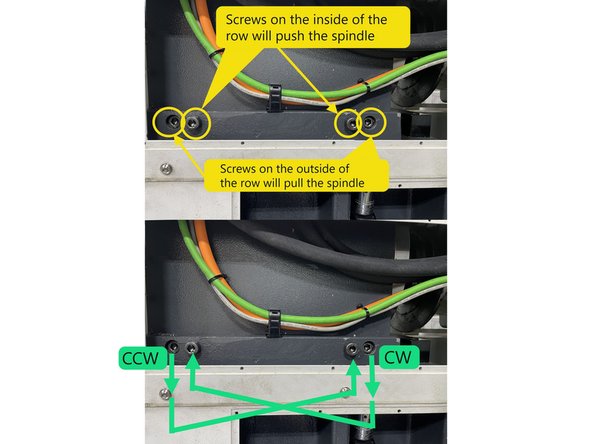
To align the Sub Spindle Horizontal Accuracy there are 4 screws in the base casting, two screws to push the spindle and 2 screws to pull it.
-
The two screws on the base casting, depicted by the circles in the center of the row, will push the Spindle, while the two screws depicted by the circles on the outside of the row will pull the Spindle. This motion will cause the Spindle to rotate so it can be aligned.
-
Depending on whether the spindle requires a counterclockwise or clockwise adjustment, choose a pair of screws to tighten or loosen until the headstock alignment is correct.
-
Photo 2 shows the measurement points on both the Main and Sub Spindle alignment bars.
-
Zero the indicator on point "A" of the Main Spindle test bar. Measure points "C" to "D" on the Sub Spindle test bar, using a pair of screws adjust the sub spindle to where points "C" and "D" are within 0.0006" (0.015mm) of point "A". Tighten or loosen the adjustment screws in small increments to realign the sub spindle with the main spindle.
-
This adjustment process may take several tries before achieving the correct alignment.
-
Once the Sub Spindle Horizontal alignment has been completed set up the indicator and Measure the vertical alignment (top of test bar). Points "C" to "D" should measure within 0.0006" (0.015mm) or less than at point "A" on the main spindle test bar. If the vertical alignment is out of spec the next step covers how to align the vertical accuracy.
-
Point "D" on the Sub-Spindle test bar must be higher than point "C"
-
-
-
If it is determined that the Sub-Spindle needs a vertical alignment there are a few more covers that need to be removed. The next few steps will show you which ones.
-
-
-
If the vertical accuracy of the sub spindle is out of spec it is likely that the lower casting has shifted on the linear guide bearing blocks due to a crash. The next few points show how to realign the casting to the bearing blocks.
-
If the Sub Spindle Vertical Accuracy is in spec move on to the the next step.
-
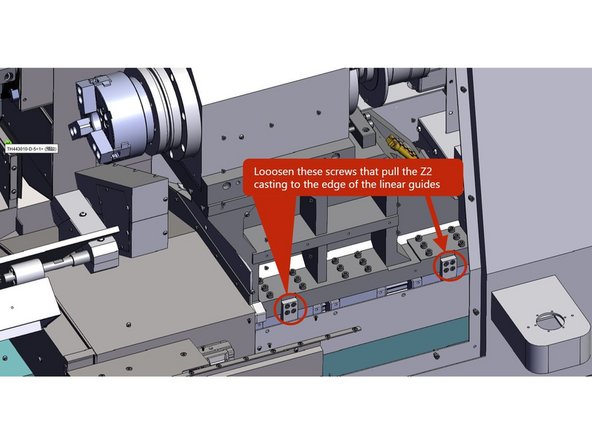
First loosen the screws that pull the casting to the reference side of the bearing blocks of the linear guides.
-
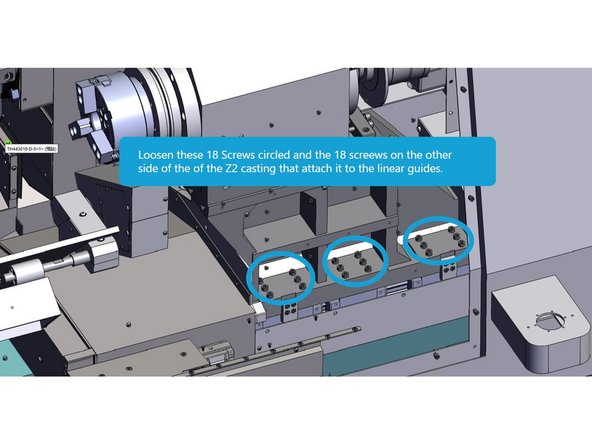
Then loosen the 36 screws that attach the lower Z2 casting to the bearing blocks on the linear guides.
-
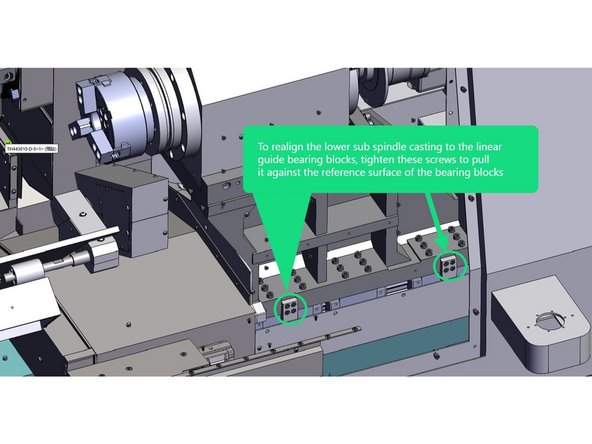
Once all of the screws are loose and the casting has relaxed itself on the linear guides, tighten the screws on the blocks that bring the sub spindle casting up against the reference side of the linear guide bearing blocks.
-
Then retighten the 36 screws that attach the sub spindle casting to the linear guides. Torque the screws to 28 ft-lbs. Recheck the Vertical Alignment, it should be no more than 0.0006" (0.015mm) from point "C" to "D" on the test bar.
-
Go back and recheck the horizontal alignment as it may have changed when you aligned the vertical accuracy.
-
-
-
Once the Horizontal and Vertical accuracy of the Sub Spindle has been adjusted back into spec, torque the 4 M20 screws that attach the upper sub spindle casting to the lower casting to 325 ft-lbs (4500 Kgf.cm).
-
Recheck the Horizontal and vertical accuracy to verify that nothing changed when the mounting screws were torqued.
-
-
-
Once the sub spindle alignment has been completed and the spindle torqued, reinstall all of the covers to the Sub Spindle assembly.
-
-
-
Reinstall covers 1, 2, and 3 and parts catcher assembly covers depicted in the square.
-
Reattach roller shade to Z1 Axis.
-
-
-
In the event the sub spindle alignment was knocked out of spec due to a crash you should verify the turret alignment and spindle to turret centerline concentricity as well. The below link is used to measure and realign the turret assembly.
-
-
-
-
Once all of the Main Spindle, Sub Spindle, and Turret alignments have been completed you can reinstall all of the outer covers back onto the machine. See Photos 1 thru 3.
-