Introduction
This guide will explain how to remove radial movement of turret when clamping and unclamping.
-
-
This shows slight angular movement of the turret when it clamps and unclamps to move to the next station.
-
-
-
Removing tools from the turret is not necessary for re-referencing the turret.
-
-
Index turret to Position 1.
-
Go to [Machine], On the MCP, press [JOG] and [REF POINT].
-
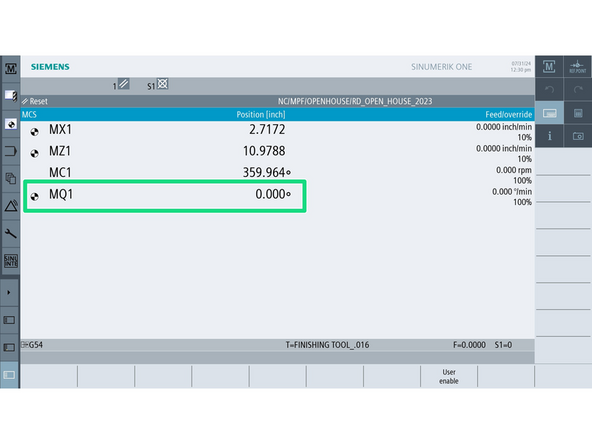
Read the angle reported for MQ1—this is your Q-axis.
-
The Q-axis represents the degree of rotation of the turret. At Position 1, the greater the Q-axis angle is from zero, the more radial movement there is when clamping and unclamping. Position 1 should be nearly or at zero.
-
-
-
This determines which DB address to use in Step 4.
-
All LTY and LTY-S machines are on New-PLC
-
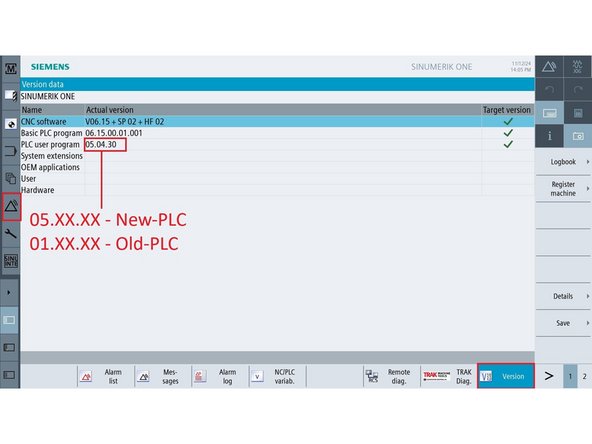
On the control, go to [Diagnostics] → [Version].
-
Locate the PLC User Program version.
-
If version starts with 05.XX.XX, it is New-PLC.
-
If version starts with 01.XX.XX, it is Old-PLC.
-
-
-
Go to [Diagnostic] → [NC/PLC Variable]
-
In an empty row under Variable, enter the proper bit:
-
Old-PLC → DB34.DBX4.7
-
New-PLC → DB37.DBX4.7
-
Set the Format to [B].
-
On the MCP, press both [JOG] and [REF POINT].
-
Press [Change], enter 1, then press [Input] → [OK]
-
The bit will toggle back to 0 automatically.
-
-
-
While still at Position 1, verify MQ1 now reads 0.0°.
-
Jog the turret to several positions.
-
Confirm radial movement during clamping/unclamping is gone.
-
Power cycle the machine to complete the reset.
-

![Go to [Diagnostic] → [NC/PLC Variable]](https://d3t0tbmlie281e.cloudfront.net/igi/trakmtsupport/f3Byl6RLOlCr24yu.medium)